
WIZnet Success Stories: Hazardous Gas Remote Monitoring System with W5500 and PoE
Hazardous Gas Remote Monitoring System with W5500 and PoE
Overview
Industrial environments such as factories, chemical plants, and confined workplaces often expose workers to hazardous gases. Ensuring worker safety and preventing accidents require continuous monitoring and rapid response systems.
BUMYEONG developed an IoT-based hazardous gas remote monitoring system designed to detect gas leaks, monitor worker safety, and provide real-time alerts. By integrating WIZnet’s W5500 Ethernet controller with Power over Ethernet (PoE), the system enables reliable data transmission and simplified deployment in industrial environments.
This solution connects field devices to centralized monitoring platforms, supporting real-time safety management and industrial automation.
Background

Hazardous gas exposure remains a critical safety issue in industrial environments. Gas leaks can lead to serious accidents, including explosions, poisoning, and long-term health risks.
Modern monitoring systems must:
- Detect hazardous gases in real time
- Monitor worker conditions
- Provide immediate alerts during emergencies
- Transmit data to centralized systems for analysis
IoT-based monitoring systems have become essential, allowing real-time data collection and cloud-based control for improved safety management .
However, traditional systems often face challenges such as:
- Unstable wireless communication in industrial sites
- Complex installation due to separate power and network wiring
- Limited scalability in large facilities
Solution
To address these challenges, an IoT-based hazardous gas monitoring and control system was implemented using W5500 and PoE technology.
The system integrates gas sensors, worker monitoring devices, and control units to detect hazardous conditions and transmit data through a reliable Ethernet network.
According to BUMYEONG, the solution provides:
- Real-time monitoring of hazardous gas environments
- Worker safety monitoring, including fall detection
- Automatic emergency alerts to operators and managers
- Data logging and analysis for operational management
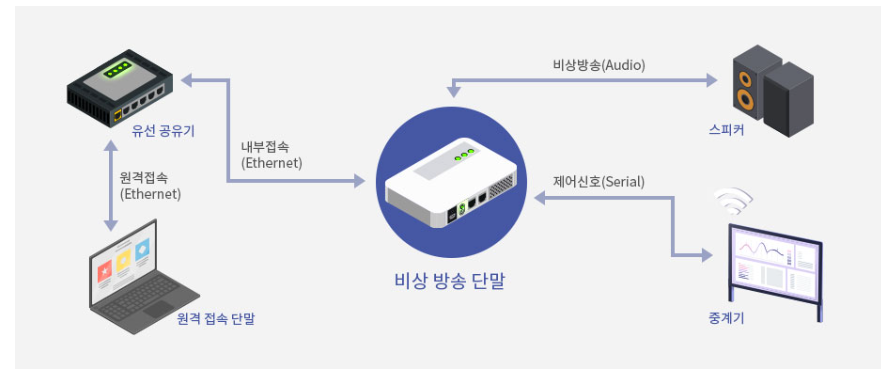
The W5500 Ethernet controller ensures stable wired communication by handling the TCP/IP stack internally, reducing the burden on the MCU.
Meanwhile, PoE technology allows both power and data transmission through a single Ethernet cable, significantly simplifying installation in industrial environments.
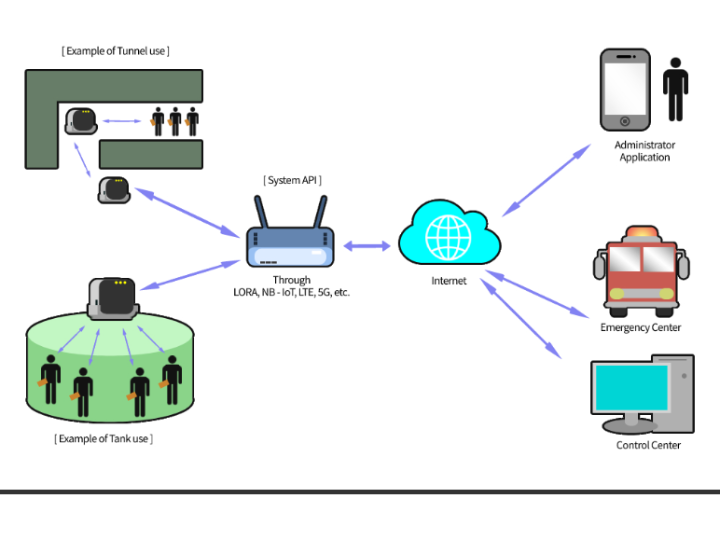
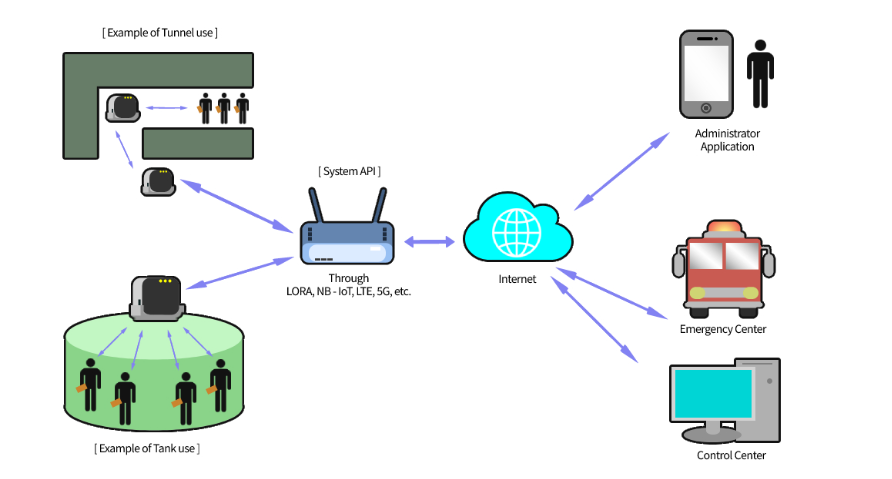
System Architecture
The system consists of sensing devices, a control gateway, and a centralized monitoring platform.
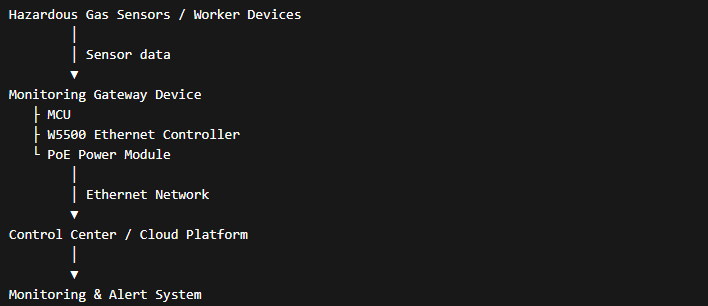
The gateway device collects data from sensors and transmits it to a central system, enabling real-time monitoring and emergency response.
Key Technologies
W5500 Ethernet Controller
The W5500 is a hardwired TCP/IP embedded Ethernet controller designed for reliable industrial communication.
Key features include:
- Hardware TCP/IP stack offload
- SPI interface for easy integration
- Stable wired Ethernet communication
- Reduced firmware complexity
This allows the system to maintain continuous and reliable communication even in harsh industrial environments.
Power over Ethernet (PoE)
PoE technology enables both power and data to be delivered via a single Ethernet cable.
Key advantages:
- Simplified installation
- Reduced wiring costs
- Flexible deployment in industrial sites
- Improved system reliability
This is particularly beneficial in environments where infrastructure installation is difficult or space is limited.
Benefits
By combining W5500 Ethernet connectivity with PoE technology, the system delivers:
- Reliable real-time hazardous gas monitoring
- Immediate alert and response capabilities
- Simplified installation using a single cable
- Scalable deployment across industrial sites
- Enhanced worker safety and risk prevention
The system provides an integrated safety solution for industrial environments, helping prevent accidents and improve operational efficiency.
Conclusion
As industrial environments become more complex, ensuring worker safety through reliable monitoring systems is increasingly important.
By integrating WIZnet’s W5500 Ethernet controller with PoE technology, the hazardous gas monitoring system delivers stable communication, simplified infrastructure, and real-time safety management capabilities.
This solution plays a key role in advancing smart industrial safety systems and IoT-based monitoring environments.